Как своими руками сделать стол из фанеры, пошаговое руководство
Содержание:
- Особенности подвижного стала
- Отрезные станки: зачем они нужны
- Устройство и принцип действия
- Шаг 4: сверление отверстий, короткие доски
- Классификация станков для обработки ДСП
- Как изготовить станок своими руками
- Шаг 2: Отрежьте Последовательности
- Материалы
- Шаг 3: сверление отверстий, длинных досок
- Как сделать форматно-раскроечный станок
- Изготавливаем фрезерный станок по дереву для домашней мастерской
- Присадочный станок своими руками — материалы и инструменты. Жми!
Особенности подвижного стала
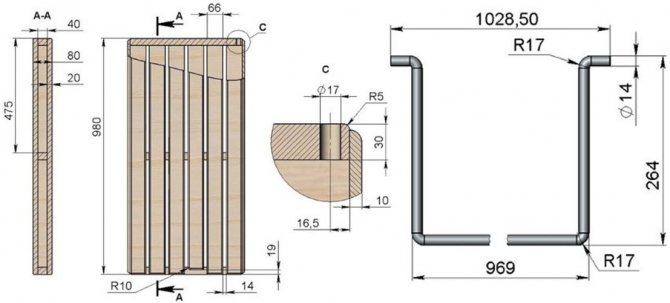
Большие трудности возникают при создании подвижного стола. Эта поверхность выступает в качестве базирующей поверхности, поэтому она должна выдерживать оказываемое воздействие. Нагрузка оказывается на саму каретку и соединительный элемент.
Габаритный чертеж форматного станка и картеки
Из-за конструктивных особенностей на месте контакта шариков и роликов возникает довольно большая нагрузка. Именно поэтому создавая свой форматно-раскроечный станок следует использовать специальные направляющие, которые не создают люфт при работе. От этого напрямую зависит точность обработки.
В качестве направляющих могут использоваться:
- ролики;
- шарики;
- комбинация роликов и шариков.
Наиболее популярной схемой является сочетание алюминиевой каретки и стальных направляющих, на которые устанавливаются линейные подшипники.
При самостоятельном изготовлении направляющих следует учитывать нижеприведенные моменты:
- сами направляющие могут быть выполнены в виде стальных полос;
- встраивание направляющих проводится таким образом, чтобы можно было размещать шарики в два канала.
Рассматриваемая схема позволяет раскрыть возможности рассматриваемого оборудования, так как нагрузка может эффективно гаситься в любом направлении. Для того чтобы они работали на протяжении нескольких лет следует выбирать материал для их изготовления, который был подвержен термической обработке.
В последнее время направляющие стали изготавливать из пластика. Достигнуть необходимой точности передвижения можно только в случае использования алюминиевого профиля с большим количеством внутренних ребер.
В заключении при рассмотрении вопроса того, как сделать форматно раскроечный станок отметим то, что самодельные варианты исполнения по показателю точности и функциональности существенно уступает моделям промышленного производства. Это связано с тем, что из-за наличия большого количества подвижных элементов существенно понижается жесткость конструкции. Самостоятельно создать направляющие, которые будут обеспечивать точное базирование заготовки, достаточно сложно.
Вам также могут быть интересны статьи:
Как сделать строгальный станок по дереву своими руками
Как сделать зиг-машину своими руками?
Как сделать торцовочные станки по дереву своими руками
Во время изготовления корпусной мебели применяются различные типы инструментов. Для получения ровных заготовок необходимо форматно-раскроечное оборудование. В большинстве случаев небольшое производство не имеет возможности приобрести этот станок. Поэтому в качестве альтернативы можно рассмотреть вариант самостоятельного изготовления.
Отрезные станки: зачем они нужны
При работе с металлом мастер не может обойтись без разных видов его обработки, например:
- резки;
- сварки;
- шлифовки и многого другого.
Естественно, что самодельный отрезной станок из болгарки или другого материала будет отличным помощником. Иногда есть работы, которые без специальных агрегатов очень сложны. Так, при отрезе металлической лестницы или ремонте на чердаке, нужно использовать циркулярную пилу или болгарку. Также при помощи станка проще выполнить нарезку одинаковых кусков таких заготовок из металла, как:
- прутья;
- малые трубы;
- арматура и прочее.
Также отрезной станок может быть применён для резки пластика, алюминия и синтетических материалов. Но категорически нельзя применять станок по металлу для обработки изделий из дерева.
Работать с помощью такого станка лучше всего на освещённой поверхности в гараже или во дворе, требуется ровная поверхность пола и выход к розетке.
Устройство и принцип действия
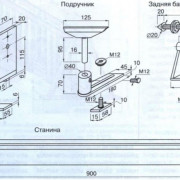
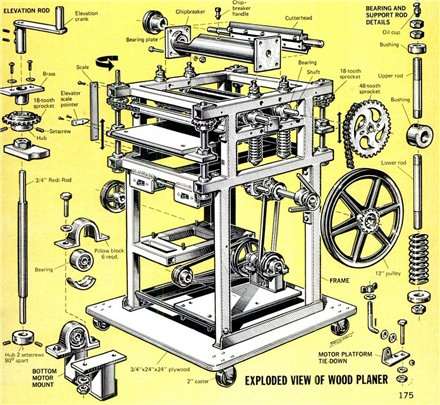
Типовой рейсмусовый станок по дереву может успешно заменить две единицы оборудования: механический приводной фуганок и строгальный станок (поперечный – для коротких изделий, или продольный – для длинных).
Самодельный рейсмусовый станок
Наиболее простая схема рейсмусового станка (с односторонней подачей исходного материала) включает в себя следующие узлы:
- Приводной электродвигатель.
- Передачу. Она может быть стандартной клиноременной, зубчатой, с вариатором, а также со сменными шкивами (последний вариант отличается минимальными значениями передаваемой мощности, а потому применяется лишь в маломощном оборудовании).
- Ножевой вал. Может иметь несколько инструментов с разной конфигурацией. Особо удачными считаются спиральные ножи, которые при своей работе издают минимальный шум.
- узел верхнего направления, который, в свою очередь, состоит из пары вальцев – переднего и заднего. Передний валец имеет рифлёную поверхность: для того, чтобы улучшить сцепление с деревом, и предупредить возможное изменение направления движения обрабатываемой доски. Задний валец всегда выполняется гладким;
- узла прижима, который предотвращает заклинивание стружки и возможное трещинообразование материала. Конструктивно прижим можно сделать в виде когтевых захватов, внедряющихся в древесину, а можно и в виде массивного металлического элемента, снабжённого подпружиненными зубьями;
- узла нижнего направления, облегчающего подачу заготовки в рабочее пространство;
- стола с приспособлениями для регулировки технологических зазоров между вальцами верхнего и нижнего прижимов;
- станины, на которой располагаются все остальные элементы рабочей схемы станка.
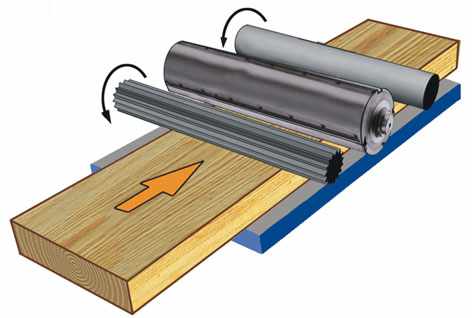
Принцип работы рейсмусового станка
Агрегаты с устройством двухсторонней подачи отличаются тем, что снабжаются дополнительным узлом выдвижения ножевого вала. В связи с этим заменить инструмент для его переустановки с одного типоразмера на другой (либо с целью последующей заточки) значительно легче.
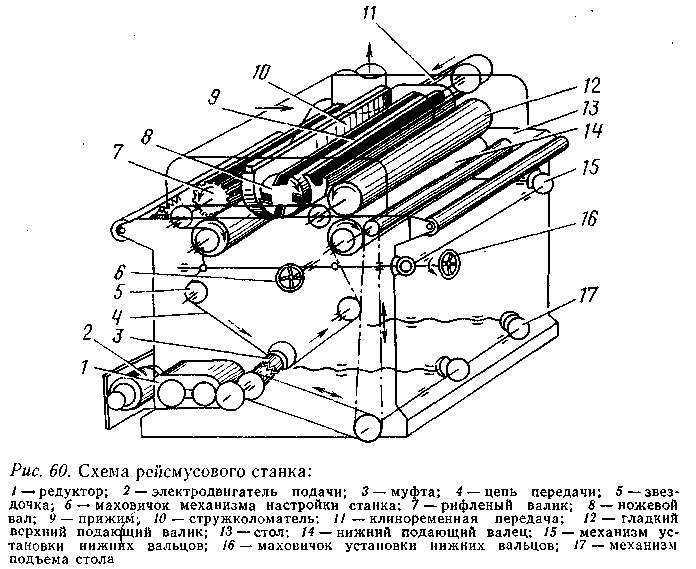
Устройство рейсмусового станка
Работает рейсмусовый станок так. Крутящий момент от электродвигателя через передачи сообщается ножевому валу. Подлежащая обработке доска заводится в зазор и прижимается вначале к нижним, а потом – к верхним прижимным вальцам. При этом заготовка захватывается рифлёным валком, и подаётся к инструменту. Перед врезанием полуфабрикат зажимается между верхним и нижним направляющим устройством, что обеспечивает надёжную фиксацию материала при его обработке. Прижимное устройство обеспечивает своевременный отвод стружки из-под вращающегося инструмента. В момент схода заготовки с заднего направляющего вальца, в передний задаётся следующее изделие, после чего процесс повторяется.
Шаг 4: сверление отверстий, короткие доски


1. Доска поддерживает. Отрежьте оставшиеся 4-1/2 доски примерно 24″. Я это сделал путем разрезания 4-1/2 х 48 в половину. Затем добавить оставшиеся 4-1/2 и вырезать все три сразу на торцовочная пила до максимальной длины возможно.
2. Труба поддерживает. Сокращать длинные 3-3/4 в количестве двух штук 22-3/8 +/-. Они подходят под стол, чтобы их фактический Размер составляет 24″ минус толщина фанеры*2.
Похожие на длинные доски эти должны быть уложены и слиплись. В идеале 4-1/2, 4-1/2, 3-3/4, 3-3/4, 4-1/2 с 3-3/4 по центру. Помните отметки днища. Если вам нужно сломать, что я хотел бы сделать 3-3/4 и 4-1/2 и пометить их как А. делать все остальное и пометить их как Б. Вы не хотите быть изгиб трубы, чтобы получить вещи, чтобы соответствовать.
Обратите внимание на отверстия:
Мои первые отверстия были для 1″ проводника emt. Этот материал был дешевым, но моя дыра было слишком неряшливо. Таким образом дорогой алюминий. Однако 1.25 алюминия через 1-1/4 отверстие, просверленное с fostner бит был слишком плотный. Закончилось тем, используя перовое сверло и некоторые зашкурить.
Классификация станков для обработки ДСП
Эксперты обычно выделяют несколько типов станков для распила:
- Бытовые. Выпускаются в настольном исполнении, предназначены для использования в домашней мастерской или в небольших бизнесах. Отличаются малыми размерами и массой (до 20 килограммов). Легко монтируются и демонтируются при необходимости. Направление обработки — продольное, максимальная глубина пропила — до 8 см.
- Круглопильные аппараты с удлиняемым рабочим столом. Позволяет проводить распил в любом направлении. Глубина распила — до 9 см. Также ориентированы на применение дома и в небольших мастерских.
- Стационарные установки. Являются постоянным рабочим местом, после установки не перемещаются. Обладают мощной станиной и широким и длинным столом и многими дополнительными устройствами и функциями. Если агрегат оборудован подвижной кареткой, то он называется форматным или форматно — распиловочным. Лист ДСП закрепляется неподвижно, а циркулярная пила движется на каретке вдоль линии распила.
- Вертикальный раскроечный станок. По конструкции он напоминает форматно — распилочный станок для ДСП. Отличается тем, что лист закрепляется вертикально и каретка перемещается в вертикальной плоскости (с небольшим наклоном от оператора).
Пилы на стационарных устройствах более мощные, а глубина пропила достигает 14 см.
Как изготовить станок своими руками
При использовании форматно-раскроечного станка можно получить детали для мебели высокого качества. Это связано с высокой точностью процесса производства, в том числе и раскройки. Поэтому, если приобрести готовое оборудование затруднительно, но начать бизнес по обработке ЛДСП очень хочется, можно собрать станок своими руками.
Необходимые инструменты и материалы
Пильный узел станка чаще всего представляет собой сварную конструкцию, так как она наиболее эффективно противостоит вибрации.
Инструменты:
- сварочный аппарат;
- «болгарка» с диском по металлу;
- электродрель;
- измерительный инструмент.
Для того чтобы оборудование работало на протяжении нескольких лет, лучше выбирать те материалы для его изготовления, которые были подвергнуты термической обработке.
Материалы:
- трубы квадратного или круглого сечения;
- балка или две трубы круглого сечения, соединенные между собой;
- ролики;
- стальной лист толщиной не менее трех миллиметров;
- лист ДСП;
- рычажный механизм любой конфигурации.
Изготовление
Изготовление начинается с основных составляющих и завершается более мелкими.
Этапы изготовления станка для распила ДСП своими руками:
- Изготовление станины. Потребуются трубы квадратного или круглого сечения. Они обрезаются и крепятся друг с другом с помощью струбцин. После проверки размеров и правильного расположения компонентов — сварка.
- Изготовление подвижной каретки. Установить направляющие, лучше всего балку или две трубы круглого сечения, соединенные между собой. Каретка должна быть снабжена роликами для плавного скольжения.
- Изготовление рабочего стола. Основа — из стального листа толщиной не менее трех миллиметров, рабочая поверхность — из листа ДСП, на ней крепятся измерительные линейки.
- Изготовление прижимов для листов, например, из рычажного механизма любой конфигурации.
- По окончании режущий блок подключается с стружкоотсосу.
Качество готовых изделий, произведенных на станках собственного изготовления, выше, чем у изделий, созданных полностью ручными инструментами, но все же ниже, чем на станках промышленного изготовления.
Шаг 2: Отрежьте Последовательности



Идея здесь состоит в том, чтобы иметь подобные части без перемещения пилы. Настольная циркулярная пила может использоваться, но это было сделано с циркулярной пилой и параллельным упором, что пришли с ним.
Первый отрезок: Рип 24″ выкл короткий конец 4х8 фанеры. Это для верхней части таблицы и будет основой для многих других аспектов
Использовать какой-то из отреза важно. Трек увидел, прямая кромка и т
д.
Второй отрезок: от другого конца использовать свой 24″ кусок и вычесть 4 толщин фанеры. Это должно быть около 21
Причина это важно потому, что ноги помещаются на внутренней стороне верхней части таблицы и за пределами полка
Резать их снять любую сторону дает большую точность.
Набор этих двоих в сторону и продолжить резку.
Куски имеют цветовую маркировку, и если они имеют цвет или цветную точку они одно общее измерение. Помните, экономить на правильной стороне вашей линии.
Примечание ноги: ноги должны быть 3″х3″, когда закончите. Этот разрез листа имеет короткую сторону измеряемого долго для кролика. Если вы хотите, чтобы клей и шуруп или клей и печенья короткой стороне был бы 2-1/4, или 3″ минус толщину фанеры!
Как только все полоски разрезать вернитесь к первому 24″ широкий кусок сделали и вырезать, что 37″ долго. Режем аккуратно, с гидом или прямо край какой-то. Сохранить отрезать на потом, как короткая юбка заканчивается выйдет из него.
Следующий отрезок полке сверху длина. Это было сделано с помощью второго отрезка. Используйте верхнюю вы просто сделали в качестве шаблона и вычесть четыре толщины фанеры. Должно быть около 34″. Спасти отрезанную как короткая юбка концы будут сделаны из этого.
Материалы
При сборке стола для распила из ДСП своими руками следует соблюдать оптимальный баланс между функциональностью, безопасностью, затратами времени и средств. Добиться этого можно, подобрав детали и материалы с нужными параметрами. Уменьшить затраты получается, задействовав старые детали других конструкций — мебели, каркасов деревянных домов и хозпостроек.
Столешница
Главные требования к пильному столу — устойчивость к сильной нагрузке, ударам и вибрации. Столешница должна быть достаточно гладкой для перемещения, не прогибаться под весом от 50 кг. Подходящими вариантами могут стать:
- Металл (сталь или дюралюминий) толщиной 3–5 мм. Преимущества металлических столешниц — высокая прочность, почти неограниченный срок службы, недостатки — большой вес, приличная стоимость.
- ЛДСП или влагоустойчивая фанера толщиной не менее 2 см. Стоимость такого варианта будет самой выгодной, однако прочность заметно снижается.
- Текстолит толщиной 15–20 мм. Материал получается более прочным по сравнению с фанерой, но уступает металлу. По стоимости текстолитовые столешницы тоже находятся между металлическими и фанерными листами.
Не рекомендуются в качестве материала для столешницы пластик, древесно-стружечная плита или ОСП. Конструкция, изготовленная из этого сырья, будет неустойчивой к вибрации от пилы. Делать стол полностью из натурального дерева можно — но слишком дорого.
 Металл
Металл
 ЛДСП
ЛДСП
 Текстолит
Текстолит
Станина
В основании стола для распиловки досок могут стоять деревянные брусья, закрепляемые под крышкой для повышения жесткости. Элементы с сечением не меньше 5 х 5 см размещают, отступая на 50–90 мм от края столешницы. Для распиловочного стола рекомендуется выбирать бруски из твердых пород дерева — бука, граба, дуба. Преимущества дерева — невысокая стоимость, простой монтаж с помощью саморезов. Недостатки — меньшие прочность и срок службы, высокая вероятность возгорания.
Верхнюю часть каркаса стола для распила ДСП и других материалов часто делают своими руками из тех же листов, которые выбрали для столешницы. Для ножек деревянной конструкции рекомендуется использовать брус, закрепив его с помощью металлических уголков. Плюсы и минусы опор из дерева аналогичны особенностям сделанной из того же материала станины.
Основой стола для раскроя и распиловки досок может стать металл. Устойчивость повышается при выборе металлических уголков или швеллеров со сторонами 25–50 мм. Для экономии их покупают в пунктах приема металлолома или заменяют профильными трубами. Детали каркаса соединяются сваркой. Использование болтовых соединений не рекомендуется из-за возможности раскручивания под действием вибрации. Причины выбора металлической станины — максимальная прочность, надежность, простой уход. Минусы — высокая стоимость, необходимость использования сварочного аппарата.
 Металл
Металл
 Деревянные брусья
Деревянные брусья
 Фанера
Фанера
ЛДСП
Шаг 3: сверление отверстий, длинных досок


1. Взять два длинных 3-3/4. Чтобы получить длину разложите их на верхней и вычесть две толщины фанеры. Проведите линию. Зажим их вместе и вырезать в то же время, если вы можете с циркулярная пила или торцовочная пила. Отставьте в сторону.
2. Отрежьте два коротких 4-1/2 и оставшиеся 3-3/4. Этот аспект должен быть 32-3/8″ +/- так, что они впишутся в полку, когда все собрано. Зажим и отрежьте все три сразу.
3. Далее просверлите отверстия нужного диаметра в зависимости от того, какие трубы вы выбрали
Обратите внимание на расположение ссылки со дна. Пометить все «низы» для последующего монтажа
Просверлить отверстия как можно ровнее. Для этого я использовал двойной скотч и сверлильный станок. Все кусочки были сложены на плоской поверхности с отмеченной ссылкой стороной вниз. Короче были по центру и все вмещаются.
Если у вас нет сверлильного станка, просверлите три 3-3/4 широкими качестве одной группе, помню, в центре короче и сделать свои метки на дольше. Они должны быть заказаны длинные, короткие, длинные. Затем с помощью более коротких качестве шаблона просверлить два 4-1/2 в ширину. Я бы посоветовал все-таки с помощью двусторонней клейкой ленты.
Также обратите внимание. Если ваша фанера обладает хорошей стороны/и плохую сторону, которая важна для вас, флип доски надлежащим образом
Если отверстия не идеально труб может не позволить Вам сделать это позже.
Как сделать форматно-раскроечный станок
- Изготовление станка начинается со станины. В качестве материала для нее хорошо подходят стальные трубы квадратного или прямоугольного сечения, из которых сваривается пространственная ферма. Габаритные размеры рамы выбираются исходя из того, насколько большие листы вы планируете обрабатывать, вдобавок к этому необходимо учесть вылет направляющих для каретки пильного узла. Сначала закрепляем элементы будущей рамы с помощью струбцин и начерно прихватываем их между собой. После проверки геометрии рамы на параллельность и перпендикулярность её основных несущих частей, они окончательно свариваются между собой.
- В качестве направляющих для подвижной каретки пильного узла можно использовать профиль в виде двутавра или швеллера. Такая форма профиля обеспечивает его достаточную жесткость, а также хорошо подходит в качестве опорной поверхности для качения роликов каретки. Крепление профиля к раме станка производится с помощью болтовых соединений. Для этого, в верхних трубах рамы с той стороны, где будет перемещаться каретка (обычно это слева от оператора) с помощью сверла выполняется ряд отверстий на равном расстоянии друг от друга. Необходимо тщательно разметить отверстия, так как от этого во многом зависит точность установки направляющих. Кроме этого, желательно проверить кривизну профиля в вертикальной плоскости, так как от этого будет зависеть, насколько ровным будет пропил в обрабатываемом материале.
- Неподвижный стол служит опорой для листовой заготовки, которая обрабатывается на данном станке. Его можно изготовить из любого материала, который обладает толщиной 10…15 мм и имеет ровную гладкую поверхность (например, ламинированное ДСП или толстая фанера). На краю стола при помощи винтов будут закреплены кронштейны для прижима заготовки, измерительная линейка, а также подвижный упор.
- Подвижная каретка является одним из самых ответственных узлов форматно-раскроечного станка. Именно она при помощи опорных роликов передвигается на направляющих и служит основой для закрепления электродвигателей привода дисковых пил. Перемещение каретки осуществляется либо вручную, либо с помощью тросового привода и дополнительного мотора. В нашем случае каретка изготавливается методом сварки из квадратных труб и листового металла толщиной 5…10 мм, что обеспечивает ей хорошую жесткость. Опорные ролики вытачиваются из стали или прочного капрона. По внешнему виду каретка напоминает собой прямоугольный короб, к нижней части которого при помощи болтов закреплены два электродвигателя мощностью 3-3,5 кВт, а сверху расположен пильный узел.
- Вращение дисковых пил осуществляется с помощью ременной передачи, один шкив которой закреплен на валу электродвигателя, а второй жестко соединен с валом, на котором сидит посадочный фланец для пилы. В качестве заготовки для этого узла можно взять пильный блок с любой подходящей по размерам заводской циркулярной пилы. Там все детали уже подогнаны по размерам и просчитаны на прочность. Аналогичным образом обеспечивается вращение в обратном направлении второй дисковой пилы, расположенной впереди основного инструмента на небольшом расстоянии. Эта пила нужна нам для того, чтобы обеспечить ровный пропил без сколов на обрабатываемом материале. Передаточное отношение шкивов подбирается таким образом, чтобы обеспечить частоту вращения пил в диапазоне 4-6 тысяч оборотов в минуту.
- Механизм регулировки положения пильного узла по высоте представляет собой четыре болта с широкими шайбами, которые перемещаются по продольным пропилам в боковых стойках каретки. Изменение высоты положения пильного узла производится путем ослабления затяжки болтов и перемещения его на необходимое расстояние вверх или вниз по пазам.

Прижим и упор для листов обрабатываемого материала делаются из кусков уголка размером 50х50 мм. Нижняя часть уголка оклеивается плотной резиной или войлоком для того, чтобы прижим не портил поверхность обрабатываемого материала. Прижим листа осуществляется специальной лапкой путем поворота эксцентрика с приводом от рычага, который вручную перемещается оператором.
В качестве измерительной шкалы для упора используем готовую линейку от списанного металлорежущего станка или ленту из рулетки. Фиксация упора осуществляется либо эксцентриком (по аналогии с прижимом листа), либо винтом с крупным шагом резьбы, наподобие того, что используется на ручных мясорубках.
По требованиям техники безопасности все подвижные части станка в обязательном порядке закрываются съемными экранами из листовой стали, а пильный узел располагается на расстоянии от того места, где стоит оператор.
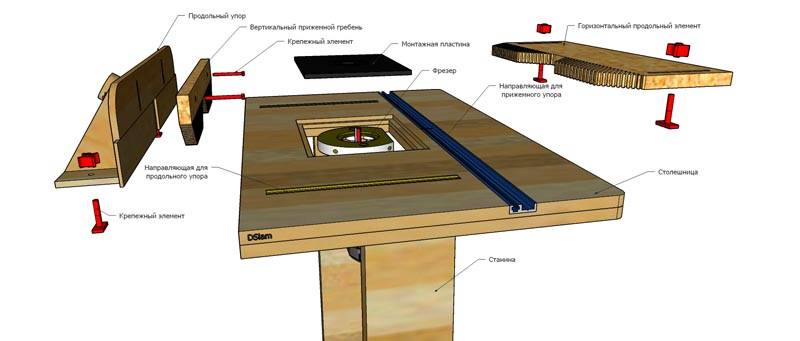
Изготавливаем фрезерный станок по дереву для домашней мастерской
Фрезерные станки необходимы для работы с фасонными деталями из древесины. Их применяют для плоского фрезерования и обработки профилей. Профессиональное оборудование является многофункциональным и стоит немалых денег, поэтому все больше «самоделкиных» собирают самостоятельно такое оборудование для мастерских и гаражей.
 Небольшой станок для фрезеровки, сделанный своими руками
Небольшой станок для фрезеровки, сделанный своими руками
В комплектацию самодельных фрезерных станков по дереву входят:
- Приводящий механизм. Это двигатель, мощность которого колеблется в пределах 1-2 кВт. С таким мотором можно применять различный инструмент для работы с древесиной, не боясь, что произойдет сбой.
- Лифт для регулировки. Обычно в его комплектацию входит корпус, скользящие полозья, каретки, фиксирующий винт и ось с резьбой. Во время работы каретка совершает движения вверх-вниз, а винт нужен для ее фиксации на необходимом уровне.
- Опора. Изготавливается стол из массивной древесины.
Перед сборкой обязательно составьте подробный чертеж со всеми размерами. Для ручных фрезерных станков по дереву необходимо заранее все продумать до мелочей.
 3D модель стола для ручного станка
3D модель стола для ручного станка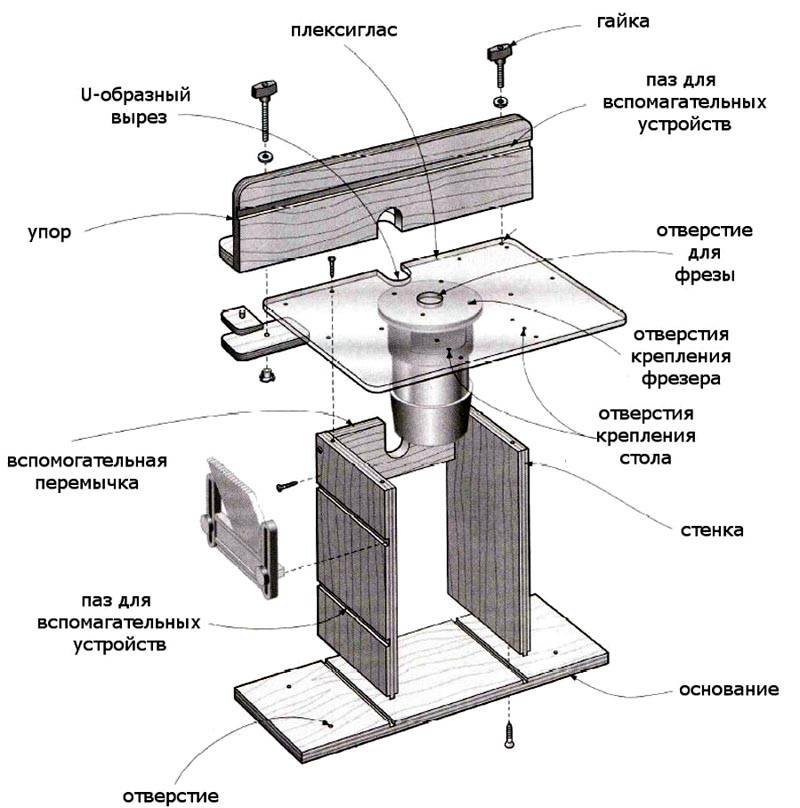 Комплектация оборудования
Комплектация оборудования Габариты рабочего элемента
Габариты рабочего элемента Выпилка на фрезерном станке
Выпилка на фрезерном станке
Последовательность самостоятельной сборки удобного и практичного фрезерного станка по дереву для домашней мастерской описана в видеоинструкции:
 Watch this video on YouTube
Watch this video on YouTube
Если вы задумались о покупке собственного оборудования, а не о самостоятельной сборке, то для понимания, сколько стоит ручной фрезерный станок по дереву, посмотрите таблицу с моделями и ценами:
| Наименование модели | Технические характеристики | |
Стол фрезерный Кратон МТ-20-01 |
размер площадки | 64 на 36 см |
| возможность вертикальной работы | есть | |
| вес оборудования | 15,7 кг | |
Станок фрезерный Корвет-83 90830 |
мощность двигателя | 750 Вт |
| тип передачи | ременная | |
| частота вращения шпинделя | 11 000 об/мин | |
| вертикальный ход | 2,2 см | |
| диаметр шпинделя | 12,7мм | |
Делаем фрезерный станок с ЧПУ своими руками
Сделать собственное оборудование с числовым программным управлением можно собственными руками. Для этого выберите подходящие чертежи фрезерного станка с ЧПУ по дереву. Своими руками собирать модель нужно будет строго по ним.
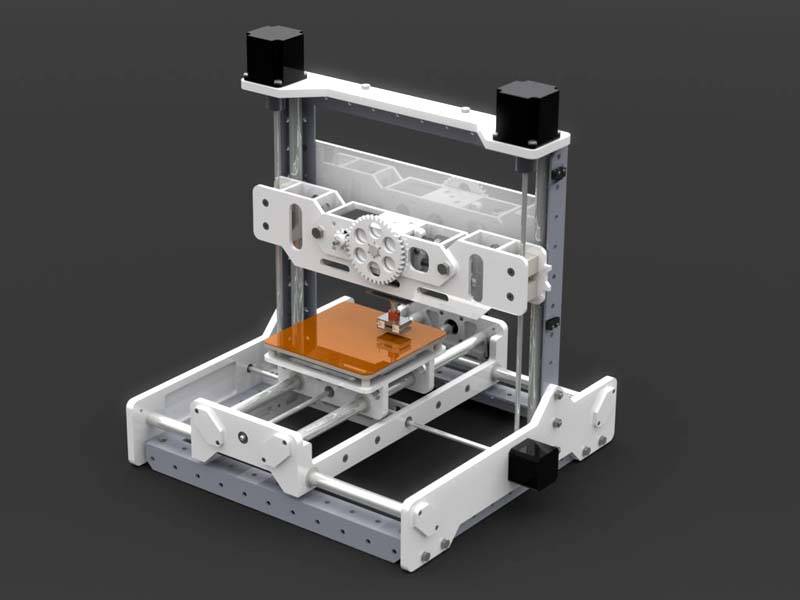
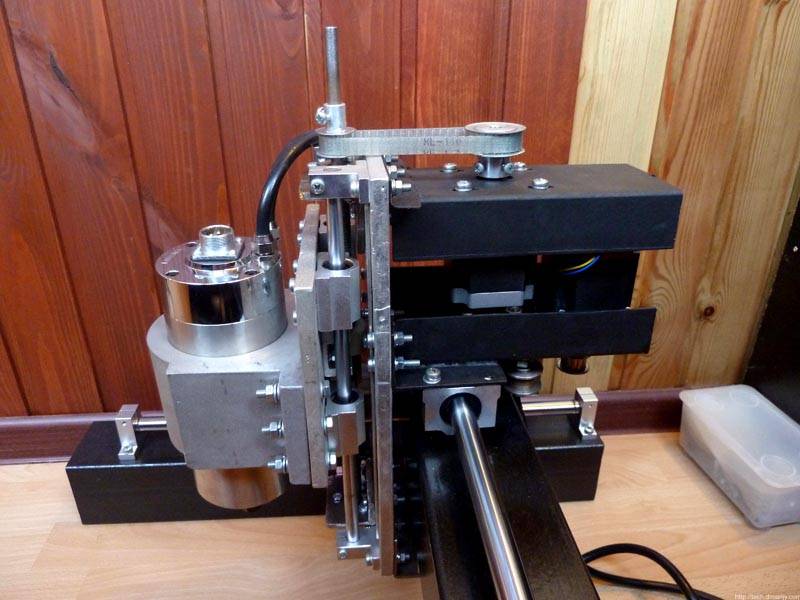 Готовый станок для домашней мастерской
Готовый станок для домашней мастерской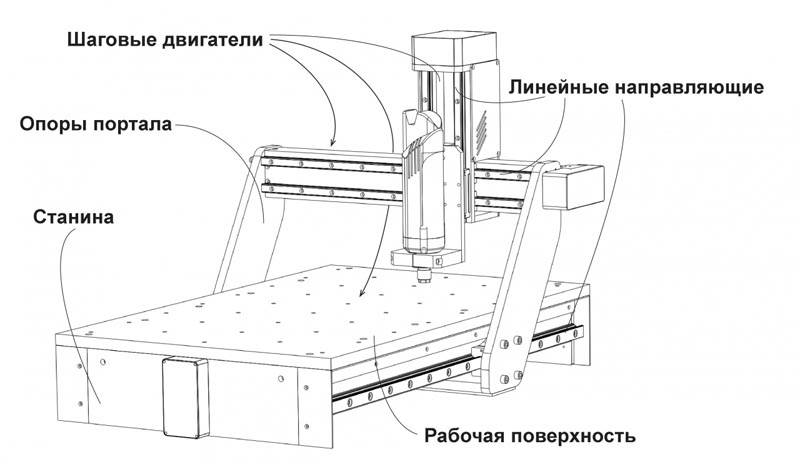 Комплектация оборудования
Комплектация оборудования Подробная схема сборки
Подробная схема сборки Модель многофункционального оборудования
Модель многофункционального оборудования
Фрезеровочные станки по дереву должны обладать большой прочностью, поэтому за основу лучше взять прямоугольную балку, закрепленную на направляющих. Срок эксплуатации домашнего оборудования и его производительность зависит от правильной сборки. Посмотрите видеоинструкцию по изготовлению такого устройства:
 Watch this video on YouTube
Watch this video on YouTube
Ниже приведены фото готовых моделей станков с ЧПУ по дереву своими руками от профессиональных «самоделкиных»:
1 из 4
 Простой и аккуратный станок для гаража
Простой и аккуратный станок для гаража
 Мини-конструкция для частного использования
Мини-конструкция для частного использования
 Инструменты для сборки самодельного фрезерного станка
Инструменты для сборки самодельного фрезерного станка
 Профессиональное оборудование
Профессиональное оборудование
Фрезы для станков по дереву: особенности и разновидности
Фреза должна выдерживать большие скорости вращения при работе. Только в таком случае будут получаться отверстия нужной формы. Все варианты разделяют на несколько подгрупп:
Конусообразные. Используются для обработки различной древесины под разным наклоном.
 Примеры различных фрез
Примеры различных фрез
- Профильные. Применяют для декорирования элементов.
- V-образные. Можно изготавливать отверстия в 45⁰.
- Прямоугольные – для создания пазов.
- Дисковые. Выпиливаются пазы разных габаритов.
- Калевочные для закругления краев.
- Фальцевые для работы с четвертями.
Ниже приведены фотопримеры фрез для станков с ЧПУ по дереву, которые по принципу схожи с обычными, но имеют «хвостик»:
1 из 4
 Вариант длинных фрез
Вариант длинных фрез
 Многообразие рабочего инструмента
Многообразие рабочего инструмента
 Для работы с разными поверхностями
Для работы с разными поверхностями
 Создание 3d рисунка при помощи станка с ЧПУ
Создание 3d рисунка при помощи станка с ЧПУ
Фрезы для станков по дереву
Присадочный станок своими руками — материалы и инструменты. Жми!

Присадочный станок используется, чтобы сверлить отверстия во время изготовления корпусной мебели.
При этом они получаются очень точные и аккуратные, так как не имеют никаких сколов или вырывов.
Хорошие образцы оборудования дают возможность осуществлять такой процесс не только быстро, но и значительно снизить количество бракованных заготовок.
- Суть
- Виды
- Создание самодельного станка
Суть
За счет использования таких сверлильно-присадочных станков появляется возможность получить правильные отверстия, необходимые в процессе изготовления мебели для крепежей, а также размещения нужной фурнитуры, начиная от штифтов и заканчивая петлями и ручками.
При этом точность расположения, отсутствие брака определяют возможность создания качественных изделий. Дело в том, что во время проектирования мебели каждый элемент строго регламентирован, а если будет какое-либо несоответствие, то собрать подобные варианты не будет представляться возможным.
Важно знать: работа такого устройства осуществляется по агрегатному принципу, то есть одновременно используется несколько одинаковых инструментов, которые закреплены на его головке. Средняя допустимая погрешность на 64 см составляет всего 0.4 мм
Средняя допустимая погрешность на 64 см составляет всего 0.4 мм.
Виды
Исходя из своего назначения, подобные модели можно разделить на следующие группы:
- специальные;
- универсальные;
- специализированные.
Так, варианты универсального типа используются для полной обработки отверстий, начиная от самого высверливания и заканчивая его же обработкой токарными, а также многошпиндельными фрезеровочными инструментами. Его применение является целесообразным в серийном производстве, за счет возможности осуществления сразу множества функций.
! Эксцентриковая стяжка для мебели — как установить
Также есть и компактные модели, имеющие небольшую мощность, для использования дома. Модели специализированного типа позволяют осуществлять однотипную работу полностью в автоматическом режиме, при этом происходит обработка одновременно сразу нескольких отверстий (двух и четырехшпиндельные варианты).
Также существует возможность осуществлять его перенастройку, чтобы он выполнял различные функции. Основная часть станков промышленного назначения является именно этим типом.
Специальные варианты необходимы для работы только с одним конкретным типом заготовки и осуществить их перенастройку не представляется возможным. По своей функциональности подобные устройства бывают:
- обычные сверлильно-присадочные;
- позиционные модели;
- полуавтоматические;
- присадочные для петель.
! Декупаж мебели своими руками — фото и видео
Создание самодельного станка
Используя самую обычную дрель, сегодня возможно даже своими руками соорудить с её помощью присадочник. Для этого потребуются материалы и инструменты:
- стойка для дрели (она может иметь любую конструкцию и быть выпущена любым производителем);
- несколько болтов, имеющих гайки-барашки;
- обычные саморезы;
- лист фанеры подходящей толщины.
Процесс изготовления такого устройства осуществляется в следующем порядке:
- Сначала нужно вырезать основание нужного размера из подготовленного листа фанеры (20х40 см);
- Теперь, слева в углу, нужно сделать отверстие, там будет фиксирующий болт, а справа нужен паз для установки второго отверстия. Используя его, будет возможно осуществлять изменение высоты;
- Далее, применяя саморезы, на основании нужно смонтировать стойку для дрели. После этого делаем отверстие и для сверла. Устройство готово.
Желательно устанавливать подобный агрегат, чтобы основание находилось горизонтально. Это позволит избежать движения заготовок.
Стоит знать: самый большой недостаток конструкций, сделанных своими руками, заключается в том, что они позволяют использовать всего лишь одно сверло, а также для создания отверстий нужно предварительно самим наносить всю разметку.
https://youtube.com/watch?v=NvpABgyZsd4
В общей сложности, соорудить подобный станок самостоятельно не так уж и тяжело. К тому же, подробные инструкции по ходу работ можно посмотреть на видео в интернете и на нашем сайте:
! Изготовление деревянных окон своими руками: выбор материала, необходимый инструмент, инструкция
Видите неточности, неполную или неверную информацию? Знаете, как сделать статью лучше?
Хотите предложить для публикации фотографии по теме?
Пожалуйста, помогите нам сделать сайт лучше!