Порядок заточки сверл в домашних условиях
Содержание:
Заточное устройство своими руками
Поворот приспособления на 900 осуществляется только по направлению к себе. В отношении оси набегающего цилиндра абразива отрицательный угол направляющей пластины недопустим. В качестве ограждающего упора выступает площадка подручника.
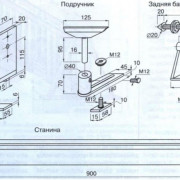
Чертеж приспособления для заточки сверл
Направляющая пластина подбирается из листовой стали толщиной 5–8 мм. Вдоль верхней плоскости выфрезеровываем угловую канавку. Углубление, где будет покоиться сверло, выполняется на станке.
Самодеятельность с подручным инструментом допустима в случае замены материала на толстый текстолит. Тогда подойдёт ручной фрезер. Требуется выборка без отклонения глубины и направления, иначе не добьёмся точности выполнения операции по восстановлению режущей кромки сверла.
Удобство в том, что при продольном движении сверла по пазу площадь опоры увеличивается за счёт контакта ладоней с направляющей пластиной. Проворачивание сверла при контакте с точилом, произвольное изменение угла заточки не грозит.
Опорная пластина несёт снизу втулку. Обычно это обрезок трубы. После сварки внутренний диаметр калибруется развёрткой. По размеру трубки подбираем кронштейн и болт. Закажем выточить 2 гайки с цилиндрической поверхностью со свободной посадкой в трубку.
Сборочный чертеж зажима точилки
Проверка и самоконтроль
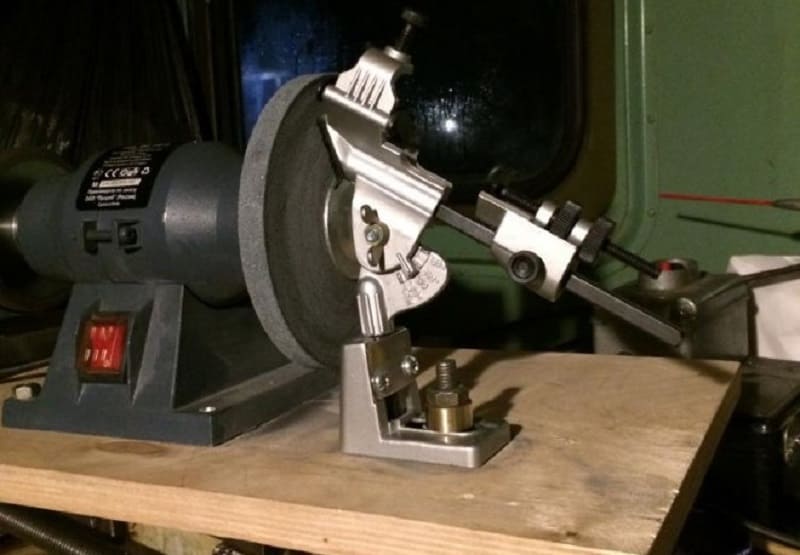
Прикручиваем кронштейн в последнюю очередь. Его положение предопределит функциональность заточного устройства для спиральных свёрл. Пора провести пробную заточку. Касаясь абразива выше центра оси точильного круга, подправляем режущую часть, подъём за счёт шарнира – обработка затылка.
Распространённые ошибки при заточке:
Правильная заточка спиральных изделий
- Биение сверла вследствие разницы в длине режущих кромок.
- Несимметричность режущих кромок.
В первом случае вследствие смещения оси сверла усложняется попадание в точку кернения. Диаметр отверстия превысит диаметр сверла. Тонкое сверло сломается. Разноугольность режущих кромок ведёт к преждевременному износу задействованной кромки при замедлении работы.
Как сделать правильно повторную заточку. Закажем токарю бобышку с внутренним конусом. Крепим её на стальной лист. Упираем хвостовик в конус, оставляем риски на металле плечиками боковых кромок. Не совпали? Дорабатываем до оптимума.
Шаг №2 — режем по разметке
Режем по разметке
Заготовку зажимаем в тисках, и по разметке производим рез болгаркой.
Гайка с выпиленным пазом для сверла
В итоге должно получиться так, как показано на фото выше.
back to menu
Особенности заточки сверла
Основными правилами, обеспечивающим качественную заточку являются:
- за один проход необходимо снимать незначительный слой металла;
- в процессе выполнения работы выполняется неоднократное охлаждение сверла в водном или водно-содовом растворе;
- скорость вращения наждачного круга должна быть минимально возможной;
- сверло, во время заточки, не должно перегреваться;
- в процессе выполнения работы сверло направляется против движения абразивного круга.
Объем и характер выполняемой работы зависят от вида его износа режущего инструмента. Износ можно квалифицировать по:
- задней поверхности;
- перемычки;
- уголкам;
- фаске;
- передней поверхности.
В зависимости от вида заточки сверла, его технических характеристик, а также назначения, рекомендуются следующие виды их обработки, как-то:
| Вид заточки | Диаметр | Назначение и характеристики угла заточки |
|---|---|---|
| Одинарная нормальная – «Н» | до 12,0 мм | Для универсального применения. Угол– в соответствии с обрабатываемым материалом. |
| Одинарная с подточкой перемычки – «НП» | до 12,0 мм | Для обработки стального литья. Угол– 115-120°. |
| Одинарная с подточкой перемычки и ленточки – «НПЛ» | свыше 12,0 мм | Для стали и стального литья, а также чугуна. Угол– 115-120°. |
| Двойная с подточкой перемычки – «ДП» | свыше 12,0 мм | Для стали и чугуна с неснятой коркой. Заточка выполняется под двумя углами: 116-118° и 70-75°. |
| Двойная с подточкой перемычки и ленточки – «ДПЛ» | свыше 12,0 мм | Для универсального использования. Угол– в соответствии с обрабатываемым материалом. |
| По методу Жирова | свыше 12,0 мм | Используется при обработке хрупких материалов. Основной угол заточки – 118*, дополнительные – 70° и 55°. |
Процесс изготовления
Найдите на торце прямоугольного бруска центр, просверлите в нем сквозное отверстие. Пользоваться можно обыкновенной дрелью. Если есть сомнения в своих навыках, то найдите центр на противоположном торце, с его помощью можно контролировать вертикальность отверстия
Это очень важное условие. Если его не выполнить, то режущие кромки сверла после заточки не будут одинаковыми
Под углом 120 градусов отрежьте два угла бруска. Предварительно надо провести две линии под углом 30 градусов, пересекаться они должны точно по центру, это также важное условие. Последствие невыполнения – центр сверла сместится в сторону, во время сверления инструмент будет бить. Срез должен быть строго перпендикулярным к плоскостям. Для контроля также проведите линии и с обратной стороны бруска, потом по ним можно поправлять срез на шлифмашинке. На вершине должен быть угол 120 градусов, это универсальный размер для сверл по металлу.
При точении сверло вставляется в отверстие, для его фиксации в заданном положении можно пользоваться евровинтом. На боковой грани надо просверлить отверстие соответствующего диаметра до соединения с центральным отверстием. На этом работы по изготовлению приспособы закончены.
Инструменты
Для заточки используется два типа приспособлений: насадки либо упоры универсального назначения и узкоспециализированные устройства.
К простейшим приспособлениям относят ручной держатель. Данный инструмент служит только для удержания предмета в конкретном положении. Контроль заточки осуществляется визуально. Для этого применяется произвольный ориентир. Следовательно, для работ с данным приспособлением требуется опыт. К его достоинствам относят простоту, компактность, низкую стоимость. Основные недостатки состоят в низкой точности обработки и повышенных требованиях к навыкам исполнителя.
Упор для электрического точила представляет собой универсальное приспособление, служащее для фиксации инструментов и не рассчитанное конкретно на сверло. Многие модели имеют регулировку угла наклона и оснащены шкалой разметки. Это определяет лучшую точность работ, чем с ручным держателем, однако и в данном случае большое значение имеют навыки исполнителя. К тому же существуют более совершенные и универсальные варианты с дополнительной регулировкой высоты и рассчитанные на монтаж детали на верстак вместо корпуса наждака. Такие упоры совместимы с любыми электроточилами и позволяют обрабатывать фрезы, стамески, ножи, отвертки и др.

Полупрофессиональные направляющие для разных сверл представляют собой более совершенные инструменты в сравнении с рассмотренными выше. Они обеспечивают надежную фиксацию всех линейных параметров с выставлением значений по разметке и высокоточный контроль заточки (до мкм). Монтаж приспособления в желобе исключает его смещение или проворот. Предполагается линейное перемещение, контролируемое ограничительным упором либо исполнителем, и движение кромки по дуге. Данные приспособления обеспечивают хорошее качество заточки. Однако необходимы профессиональные навыки, т. к. для правильной обработки требуется учитывать тип сверла. Ввиду отсутствия автоматики направляющие относят к профессиональным приспособлениям. Однако существуют и полуавтоматические варианты направляющих, оснащенные точильной установкой. Они исключают необходимость установки упора на верстак и смены дисков.
Следует отметить, что все рассмотренные выше приспособления рассчитаны на стандартные электроточила. Ввиду этого предварительно следует установить наждачный диск.
Электро-машинки для заточки рассчитаны на восстановление спиральных сверл. То есть это узкоспециализированные приспособления. Основным их достоинством считают простоту применения, исключающую необходимость наличия специальных навыков и опыта пользователя. Это обусловлено автоматизацией устройства. Исполнителю нужно только поместить сверло в отверстие с учетом его диаметра. Это же исключает возможность ошибок, обеспечивая точность. Однако для большинства вариантов данных приспособлений отсутствуют настройки. Ввиду этого они более актуальны для бытового применения. Некоторые модели оснащены насадкой для ножниц и ножей. Существуют профессиональные варианты, предусматривающие возможность контроля оператором заточки. В рассматриваемых моделях сверло монтируется в индивидуальном картридже вместо общей обоймы. Они оснащены настройками угла заточки, глубины снятия материала, метода обработки кромки.
Еще один простой вариант для бытовых условий представлен насадками для заточки сверл. Насадка на дрель для заточки сверл включает кожух с наждаком внутри.
В промышленных условиях при интенсивном применении сверлильных станков приходится постоянно восстанавливать их рабочие элементы. Для этого служат стойки, представленные профессиональными стендами с заточными приспособлениями для различных вариантов. Они универсальны и высокопроизводительны, но весьма дороги.
Независимо от вида приспособления, которым пользуются для заточки сверла, контроль точности осуществляют с использованием шаблона. Он позволяет определить точность углов режущей части.
Приспособления для облегчения заточки
Здесь речь пойдет уже не о станках, а о полезных и удобных устройствах, упрощающих работу и помогающих выдержать правильный угол.
Это могут быть покупные изделия, например, вот этот кондуктор родом с АлиЭкспресс. Точильный диск совсем маленький, вращение ему передается от подключенного с помощью специального переходника патрона дрели. Пользователю необходимо только вставить сверло в канавку и включить дрель. Обзор использования такого кондуктора описан в этом видео.
https://youtube.com/watch?v=9MShmmUeuqs
Для тех, кто не уважает китайскую продукцию, есть вот такие стойки.

Есть также ряд самодельных устройств-кондукторов, рассчитанных на удобную заточку. Например, вот два из них.
Есть также оригинальное приспособление из дверной петли.
Пора точить?..
Неопытному мастеру сложно отличить хорошо заточенный инструмент от того, который уже затупился. Основные признаки того, что пора браться за заточку, следующие:
- металл сильно греется. За счет того, что режущая кромка сработана, трение при сверлении усиливается. Соответственно, происходит нагрев рабочей части и далее хвостовика, патрона дрели (перфоратора). При сильном нагреве металл сверла теряет свои свойства, «отпускается» и перестает держать заточку вообще;
- звук при сверлении усиливается, возникает скрип и визг;
- стружка выходит либо только с одной стороны (неравномерность заточки), либо с обоих, но в виде крошки, а не аккуратной спирали.
По отдельности эти признаки можно счесть результатом работы со слишком твердым и хрупким материалом, неподходящим типом сверла в целом. Все вместе однозначно сообщает – пора затачивать кромки!
Признаки затупления
Оснастка для работы с деревом может прослужить длительное время не деформируясь. Свёрла по металлу выходят из строя быстрее. Существует ряд моментов, по которым можно определить, что оснастка затупилась:
- На вершине сверла есть сколы, неровности, микротрещины.
- Визуальные отклонения от изначального состояния.
- При сверлении возникает нехарактерный свист или шум.
- На внутренней части отверстия остаются заусенцы, неровности.
- Стружка скапливается в дырке, не выводится наружу.
Эти отклонения указывают на поломку оснастки. Нужно остановить рабочий процесс, исправить неточности или заменить оснастку.