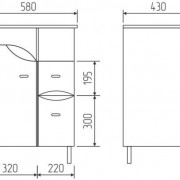
Универсальные токарно-винторезные станки
Содержание:
Инструкция по изготовлению простого токарного станка своими руками
Поскольку каждый решает, как будет выглядеть его токарный станок, и какие он будет иметь размеры, дать точное описание изготовления всех деталей с указанием габаритов, допусков и посадок невозможно. Тем не менее, процесс постройки любого токарного станка состоит из одинаковых этапов.
Изготовление рамы. Как уже говорилось выше, массивную чугунную станину в домашних условиях изготовить невозможно. Поэтому её роль будет выполнять рама из швеллера или стальных профильных труб, которые нарезают по размерам, а потом сваривают согласно чертежу
Важно соблюдать правильность всех прямых углов, поэтому контроль при помощи угольника должен проводиться каждый раз при выполнении очередного стыка. Лучше всего работать на ровной, горизонтальной плите
Это даст возможность получить раму со строгой геометрией в горизонтальной плоскости. Можно обойтись без массивной станины, изготовив её из длинных валов в качестве направляющих.
На токарном станке изготавливают боковые стойки станины.
Собирают направляющие со стойками. При этом между боковыми опорными элементами устанавливают дистанционные втулки.
На направляющих монтируют втулки крепления задней бабки и резцедержателя. Необязательно делать их одинаковой длины. Одну деталь можно сделать короче другой, используя длинный элемент в качестве направляющего, а более короткий — для поддержки подвижных узлов. Такое решение позволит увеличить рабочий ход заднего центра.
Из стального листа толщиной 8 – 10 мм изготавливают площадки крепления пиноли и суппорта и крепят их к направляющим и удерживающим втулкам при помощи болтов диаметром 6 мм
Особое внимание следует уделить крепёжным отверстиям, поскольку малейшая неточность приведёт к перекосу и заклиниванию подвижных частей станка.
Устанавливают ходовой винт. Можно выточить эту деталь из заготовки или использовать резьбовую часть от любого устройства, например, от стульчика с переменной высотой
Обязательно позаботьтесь о том, чтобы в соответствующих отверстиях боковых стоек были установлены антифрикционные втулки из бронзы или латуни.
На ходовой винт крепят нониус и штурвал.
Устанавливают площадку для крепления передней бабки, после чего сборку станины считают законченной.
Из подшипниковой опоры, двух шарикоподшипников, главного вала со шкивами и шпинделя собирают переднюю бабку.
Из длинного винта, втулки с внутренней резьбой, металлопрофиля и рукоятки изготавливают заднюю бабку, после чего монтируют задний подвижный узел на станок.
Контролируют и при необходимости регулируют соосность переднего и заднего центров.
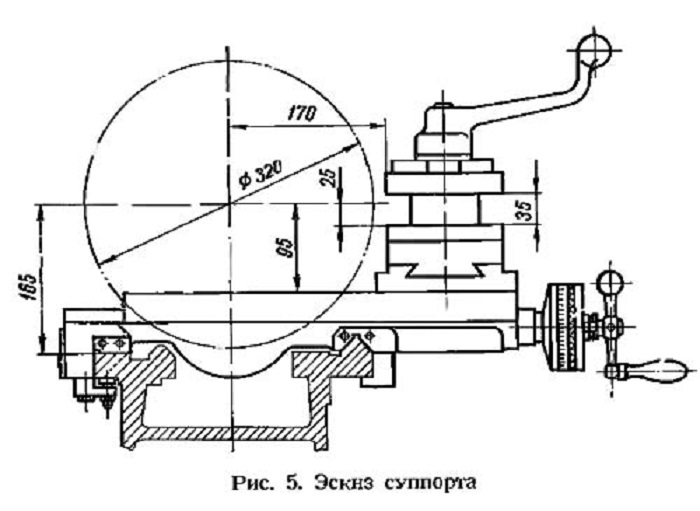
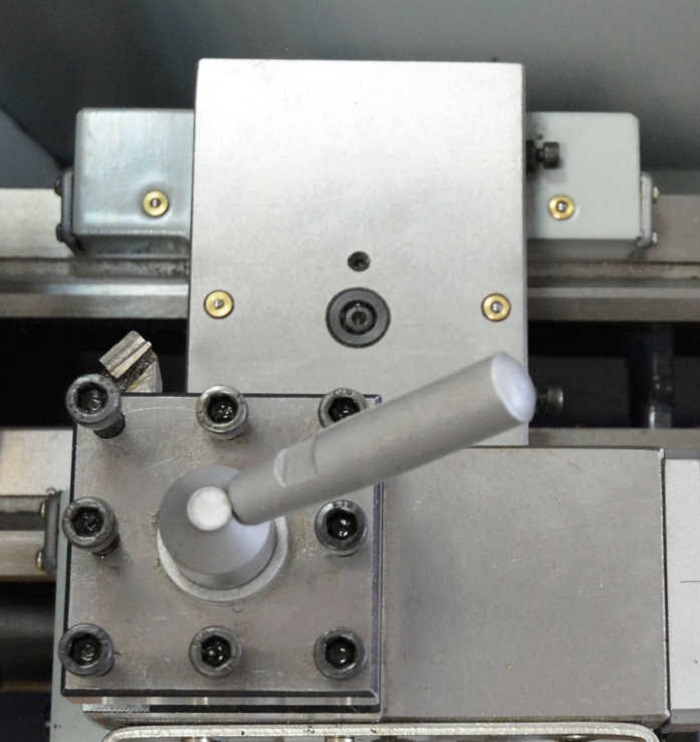
Собирают суппорт. Процесс его изготовления похож на сборку станины — направляющие оборудуют втулками, монтируют винт, нониус и малый штурвал.
Из толстой металлической пластины и болтов диаметром 8 мм изготавливают резцедержатель, после чего устанавливают его на суппорт.
При помощи сварочного аппарата изготавливают подрамник электродвигателя, для чего используют металлические уголки или профильные трубы. Подрамник должен обеспечивать поднятие и опускание силового агрегата, иначе перебрасывать ремень с одного шкива на другой для изменения скорости шпинделя будет проблематично.
Монтируют и подключают электродвигатель, после чего производят пробный запуск.
После того как токарный станок будет испробован в работе, его узлы и детали следует покрасить. Это прибавит вашему детищу привлекательности и не позволит коррозии испортить созданное своими руками оборудование.
Токарный станок в домашних условиях является универсальным оборудованием, которое допускается использовать и не по прямому назначению. В шпинделе можно закрепить полировальный или шлифовальный круг для заточки инструмента или чистовой обработки металлических деталей.
Классификация
Универсальные или иные токарно-револьверные станки могут отличаться по самым различным параметрам, двумя основными признаками классификации назовем:
- Тип обрабатываемой заготовки: патронные и прутковые. В патроне могут крепиться валы большого диаметра, в прутковых прут достаточно большой длины, но с небольшим диаметром.
- По расположению оси заготовки выделяют вертикальные, горизонтальные и наклонные модели. Довольно большой популярностью пользуются модели с горизонтальным и вертикальным расположением заготовок, а вот с наклонной осью встречаются намного реже. Некоторые модели позволяет проводить наклон заготовки для точения или проведения других операций под углом.
Паспорт токарно-револьверного станка содержит всю необходимую информацию, которая может использоваться при выборе конкретной модели. Некоторые варианты исполнения снабжаются планшайбой с тремя или четырьмя кулачками, приводимыми в движение при помощи гидравлического привода. Этот момент определяет возможность проведения обработки заготовок с довольно большими размерами. Примером можно назвать заготовки, которые получаются путем ковки или литья.
Токарно-револьверный станок полуавтомат относится в отдельную группу оборудования, которое предназначено для обработки прутков различного диаметра. Среди особенностей этих станков по металлу можно выделить следующие моменты:
- Одношпиндельный токарно-револьверный станок этой группы имеет шпиндель с отверстием под пруток. При этом размер отверстия относительно невысокий.
- Дополнительное оснащение представлено узлом, который проводит подачу и фиксацию заготовки. При этом данный токарно-револьверный станок имеет устройство по отводу полученной заготовки после обработки, что позволяет максимально автоматизировать производство.
В продаже можно встретить модели, которые имеют самое различное количество шпинделей. При этом выделим следующие моменты:
- При горизонтальном расположении оси рабочей головки суппорт может вращать вокруг своей оси и выполнять возвратно-поступательное движение в направлении оси. Вращение проводится по нескольким позициям, которых может быть более одного десятка.
- В случае вертикальной или наклонной оси рабочей головки может присутствовать как поперечный суппорт, так и револьверный.
Кроме этого токарно-револьверный современный станок с ЧПУ имеет устройство, которое позволяет проводить высокоточную обработку с изменением положения револьверной головки. Основные узлы зачастую прячут под защитным кожухом, что позволяет существенно повысить безопасность обработки.
Регулировка и ремонт задней бабки
Первоначальная регулировка данного элемента производиться специалистами на заводе. Длительная эксплуатация приводит к нарушению этих регулировок. Это ухудшает показатели точности обработки. Поэтому необходимо периодически проводить регулировку. Она направлена на возвращение параметров узла в исходное положение. Регулировка включат следующие операции:
- величины люфта образовавшегося между направляющими станины и основанием узла;
- минимальных зазоров в передних и задних подшипниках крепления пиноли (для моделей у которых пиноль вращается);
- устранение возникшего смещения центра относительно шпинделя.
Для проверки в шпинделе зажимают стальной вал диаметром, например 100 мм и длиной около 500 мм. С другой стороны его зажимают пинолью. Величина выбранного вала зависит от характеристик станка. На направляющих станины устанавливают специальную стойку, снабжённую индикаторной головкой. Её перемещают вдоль установленной болванки и производят измерения параметра смещения. При необходимости производят регулировку положения центра упора.

Периодичность проверки, порядок регулировки указаны в паспорте каждого станка. Опыт профессионалов показывает, что целесообразно проводить такие проверки один раз в полгода. Нарушение параметров, выход из строя превращает агрегат в токарный станок без задней балки. Проведение плановых профилактических осмотров на предприятиях проводят опытные наладчики. Они могут квалифицированно определить изменение параметров и появившиеся неисправности.
После проверки может возникнуть необходимость на проведение восстановительных или ремонтных работ. Ремонт задней бабки токарного станка позволяет устранить неисправности и восстановить следующие параметры:
- точность стыковки станины с корпусом узла;
- высоту расположения шпинделя и пиноли.
Ремонт этого узла предполагает проведение работ над пинолью, винтом подачи, механизмов крепления.
Самым трудоёмким считается восстановление точности отверстия, в котором закреплена пиноль. От этого зависит центровка со шпинделем. Основным способом ремонта является расточка с последующей доводкой. При окончательной установке применяют акрилопласты, например, стиракрил марки ТШ. Этими материалами устанавливают высоту расположения центра упора и точность посадки. Подобный способ ремонта менее затратен, чем расточка и изготовление новой пиноли.
Ремонт пиноли производят шлифовкой наружной поверхности. Чтобы восстановить конусное отверстие применяют специальную втулку. Сложность такого ремонта заключается в том, что наружная поверхность цилиндрическая, а внутренняя коническая. Трудность обработки связана с прочностью материала упора. Она изготовлена из легированной стали с последующим закаливанием. Это значительно повышает твёрдость.
После долгой эксплуатации приходиться проводить ремонт отверстий, в которых находятся подшипники. Наиболее эффективным считается замена корпусов на новые. После замены производят подгонку внутреннего диаметра каждого подшипника. Окончательно проверяют наличие радиального биения. Оно должно быть нулевым.
https://youtube.com/watch?v=Z4c7rNYQI0M
Восстановление отверстия, в котором расположен узел, предполагает следующую последовательность действий:
- Расточка отверстия, в котором будет расположена пиноль. Это увеличивает начальный диаметр на 3 мм. Поэтому необходимо соблюдать точность обработки, конусность и овальность.
- В переднюю бабку устанавливают заранее изготовленную оправку. Её внешний диаметр соответствует внутреннему диаметру расточенного отверстия.
- Вращением шпинделя в передней бабке проверяют величину биения оправки. С помощью этой операции устанавливают центры высот обеих бабок.
- Производят герметизацию отверстий под пиноль и её крепление.
- В залитое акрилопластом отверстие помещают пиноль.
- Дают высохнуть конструкции в течение двух часов.
- Затем ещё раз проверяют все параметры.

Длительная эксплуатация токарного станка по металлу предполагает проведение периодического осмотра, ремонтных и восстановительных работ с последующей детальной настройкой. Качественно проведенный ремонт повышается надёжность, точность обработки и безопасность.
Особенности эксплуатации ТВ-6
Хотя токарно-винторезные станки ТВ-6 и являются учебными, при работе на них (если ее выполняет специалист высокой квалификации) можно добиваться высокой точности и выполнять достаточно сложные токарные операции. Благодаря таким техническим возможностям данные агрегаты нередко приобретают для оснащения домашних мастерских.
В приводном механизме токарного станка ТВ-6 используются клиноременные передачи, которые регулярно следует проверять на предмет натяжения ремней. Такая несложная профилактическая мера позволит использовать по максимуму мощность приводного электродвигателя и значительно продлить срок службы самой передачи. Если натяжение ремней ослабло, то отрегулировать его нетрудно. Для этого следует ослабить гайки, соединяющие салазки с приводным двигателем, и выставить требуемое натяжение, которое должно находиться в пределах 10 кг на одну ветку клинового ремня.
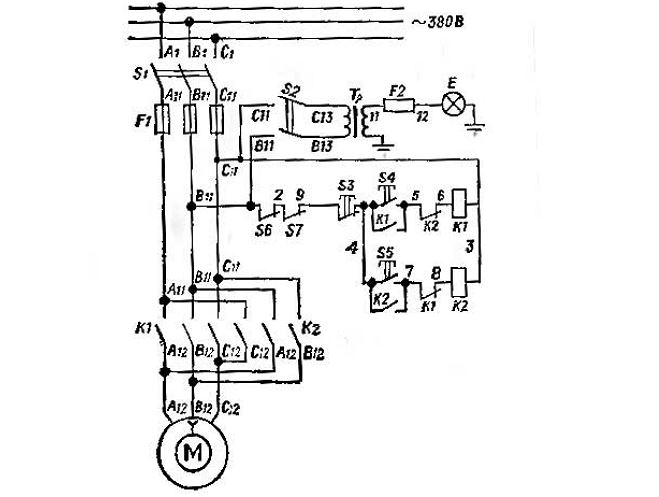
Электрическая схема ТВ-6
Достаточно распространенной неисправностью токарного станка ТВ-6 является вибрация шпинделя, которая может быть вызвана ослаблением винтовых соединений. Если подтяжка гаек шпиндельного узла не привела к ослаблению или устранению такой вибрации, то, скорее всего, в нем вышли из строя подшипники, а это требует уже более квалифицированного ремонта.
Если в подшипниковых узлах шпинделя выявлены зазоры, устранить их можно при помощи шлифовки торцов компенсационных колец либо регулировки гайки и контргайки. Однако убрать таким образом можно лишь незначительные зазоры радиального и осевого характера.
https://youtube.com/watch?v=7GRJ2DL7bk8
https://youtube.com/watch?v=yKoS_orkTC4
Станки с ЧПУ
Токарный станок с системой управления ЧПУ
Развитие вычислительной техники привело к созданию станков с программным управлением. В СССР выпускалось большое количество типов станков с ЧПУ — 16К20 («Красный пролетарий», Москва), 16Б16 (Куйбышев), ЛА155 (Ленинград) и др. Станки с ЧПУ заняли нишу между универсальными и агрегатными станками при производстве большой номенклатуры продукции (обеспечивается библиотекой программ обработки) относительно небольшими партиями (десятки и сотни штук). Малое время переналадки и высокая повторяемость обработки на станках с ЧПУ позволили резко увеличить выход годных деталей при многооперационной обработке. Базовыми системами ЧПУ в СССР были НЦ-31 и 2Р22 (токарная группа) и 2С42 и 2Р32 (фрезерная группа).
Сегодня ведущие производители станков с ЧПУ — Китай, Тайвань, США, Испания, Италия, Япония и Германия.
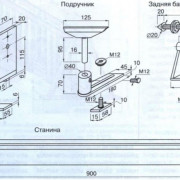
Устройство токарного станка по дереву
Идеей собрать свой токарник по дереву рано или поздно начинает болеть практически каждый мастер. Кто-то приходит к этому самостоятельно, после долгих расчетов и раздумий, а кто-то вспоминает детство, и школьную мастерскую там ведь тоже были станки по дереву. Да и сложного, в том, чтобы собрать деревообрабатывающий станок по образу и подобию школьного нет. Ведь материал в виде отрезков труб в гараже найдется уж точно.
Первым делом стоит вспомнить все основные части конструкции того самого, школьного станка по дереву. Деталей здесь вроде и немного, но каждая из них выполняет определенную роль, без которой все превращается в груду металлолома.
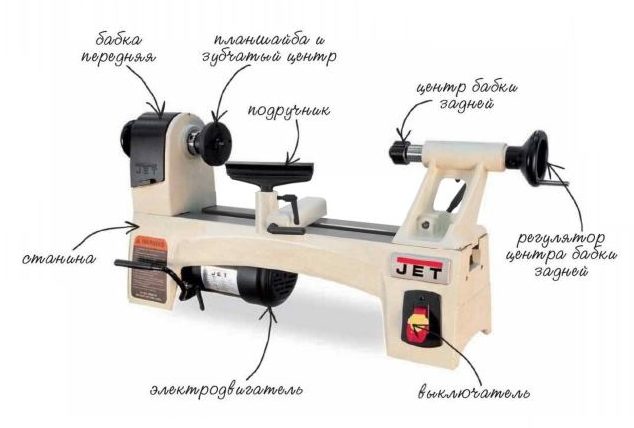
Основой любого станка выступает станина. Это массивное основание, на котором крепится все остальное оборудование. Станина должна быть максимально прочной и жесткой, во время работы она должна выдерживать большие нагрузки не только в виде массивной заготовки, но и в виде вибрации и действия разнонаправленных сил при обработке деревянной заготовки.
Передняя бабка токарного станка представляет собой устройство, в котором устанавливается приводной вал. С одной стороны вала устанавливается устройство зажима заготовки – токарный самоцентрирующийся патрон, планшайба или устройство, на которое навинчивается или набивается заготовка из дерева. С другой стороны токарного вала крепится ведущая шестерня, шкив с одним или несколькими ручьями для ременной передачи. Токарный вал должен обеспечивать вращательное движение со скоростью до 3000 оборотов, для бытовых нужд этого достаточно. Поэтому токарный вал обычно устанавливается на подшипниках или втулках
Ось вала является основной осью токарного станка, и чем выше вал над станиной, тем больше диаметр заготовки можно обрабатывать. Обработка деталей на станке осуществляется при помощи ручных резцов, а учитывая скорость вращения вала, неосторожное прикосновение к шкиву или ремням может повлечь травму, поэтому передний узел обязательно закрывается защитным экраном или кожухом. Жесткое крепление защиты к передней бабке обязательное условие безопасной работы
С противоположной стороны устанавливается задняя бабка. Это жесткий упор, с конусом-центром, который находится точно по оси токарного вала. Центр может двигаться вдоль оси для закрепления заготовки. Чтобы зафиксировать положение центра, нужно предусмотреть механизм его фиксации.
Во время работы на токарнике используются ручные резцы. Для того чтобы не держать их на весу между передней и задней бабкой устанавливается подручник – упор под резцы.
Для вращения рабочего вала устанавливается привод, это может быть электродвигатель с прямой или ременной передачей, а может быть и привод от мускульной силы. Кстати, первые токарные станки по дереву были именно с ручным приводом – по типу лучковой пилы, это потом, они были вытеснены ножным приводом.
Принцип работы
В серийном производстве пруток крепится в цанговый патрон при помощи гидравлики. Имеется встроенный механизм, который обеспечивает подачу заготовки на необходимую длину. При работе со штучными заготовками токарь закрепляет их вручную.
Обычно станки оснащены универсальной цангой со сменными кулачками для зажима круга и многогранника. В комплекте идут дополнительные оправки, втулки и другая оснастка.
Важно!
На некоторых моделях предусмотрена замена цанги трехкулачковым патроном.
Модификации станков для патронных работ предназначены для обработки литых, штампованых и кованых штучных заготовок. Они оснащены трехкулачковыми (либо четерехкулачковыми) патронами.
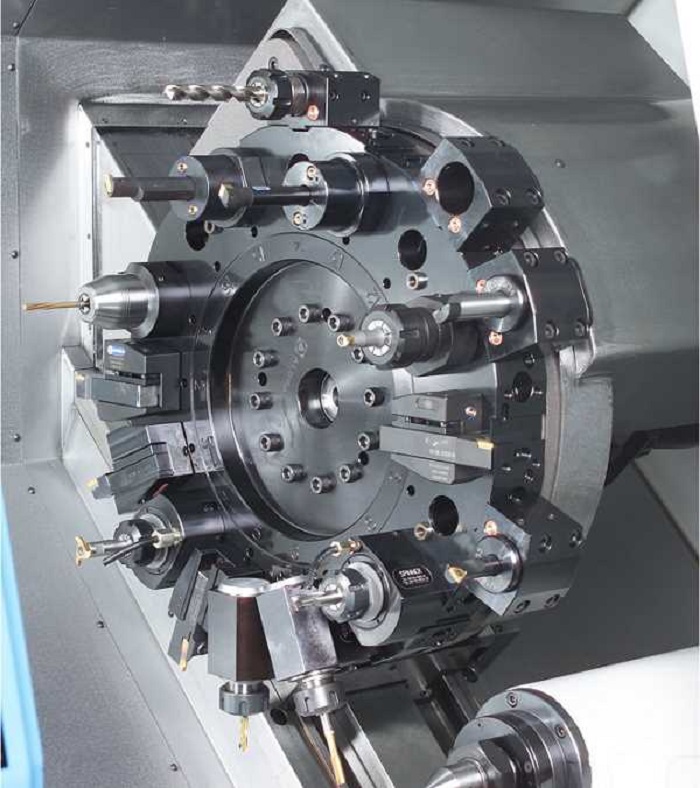
Все инструменты крепятся в револьверную головку. Выполнив рабочий ход одним резцом (сверлом, разверткой), она меняет позицию и подает новый инструмент. Длина рабочего хода инструмента ограничивается специальными упорами, которые отключают подачу.
Настольные станки с ЧПУ
Любой токарный станок по металлу, управляемый системой ЧПУ, способен выполнять все те же технологические операции, что и агрегат с ручным управлением
Но подобный станок делает это намного быстрее и точнее, причем очень важно, что на правильность выполнения процесса обработки не оказывает негативного влияния человеческий фактор, а это практически исключает ошибки
За счет управления при помощи компьютерной программы на таких станках оперативно происходит смена инструмента, а точность выполнения всех технологических операций постоянно контролируется. Осуществляя высококачественную обработку, такие станки работают практически самостоятельно, для управления ими требуется минимальное вмешательство человека, что самым лучшим образом отражается на качестве выполнения работ.
Очень эффективными подобные станки (в том числе и маленьких размеров) являются при выполнении таких технологических операций, как маркирование, гравировка, фасонное точение и др. Естественно, для выполнения всех операций на станок необходимо установить соответствующий инструмент.
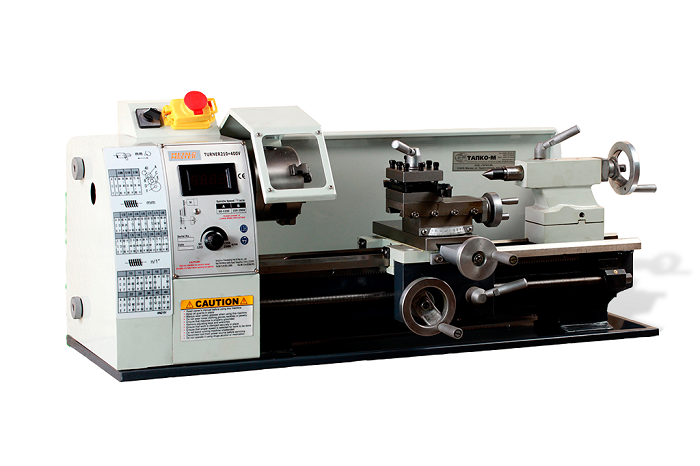
Наиболее популярными моделями токарных станков по металлу, оснащенных системами ЧПУ, которые представлены на отечественном рынке, являются устройства, выпускаемые под торговой маркой OPTIMUM: D210x400, D240x500G, TU2506, а также продукция компании JET: BD-8CNC и др.

Станок OPTIMUM D210x400, цена в минимальной комплектации без ЧПУ — от 92 000 рублей
В частности, продукция торговой марки OPTIMUM отличается следующими преимуществами:
- можно экстренно отключить станок при помощи специальной кнопки;
- точность обработки высока, так как обеспечивается интеллектуальной системой ЧПУ;
- направляющие станков, которые имеют призматическую форму, изготовлены из чугуна, подвергнуты закалке и тщательно отшлифованы;
- чтобы сделать станину устройства еще прочнее, ее подвергают естественному старению, продолжительность которого составляет шесть месяцев;
- на станках данной торговой марки можно нарезать резьбу любого типа;
- электрический двигатель, устанавливаемый на станках OPTIMUM, является необслуживаемым.
Формирование управляющих команд на таких станках обеспечивает специальная компьютерная программа NC Drive. Эта программа, которая является универсальным инструментом, может управлять такими опциями работы станка, как смена режущего инструмента, циклы обработки, перемещения осей оборудования, перемещения режущего инструмента относительно обрабатываемой детали: линейные, круговые, по спирали.
Основные узлы, из которых состоит токарный станок по металлу
Любой токарный станок по металлу включает в себя основные конструктивные узлы и элементы.
Станина
Основной и самый крупный элемент, на котором крепятся все остальные детали. Это неподвижная деталь, представляющая собой две параллельные стенки, неподвижно соединенные между собой поперечинами. Станина имеет ножки-тумбы, в которых хранится инструмент.

Верхние рейки служат направляющими, по которым двигаются суппорт и задняя бабка. Они могут быть плоского и призматического вида. Направляющие выполнены строго параллельно друг другу.
Передняя бабка
Эта деталь по-другому может называться шпиндельная бабка. Внутри нее находятся следующие детали:
- шпиндель;
- подшипники (два);
- шкив;
- коробка скоростей.

Передняя бабка поддерживает заготовку и придает ей вращение.
Шпиндель
Шпиндель является основной деталью передней бабки. Он представляет собой металлический вал конусообразной формы. В нем фиксируются различные инструменты, оправки и другие приспособления.
Шпиндель, шейка и подшипники должны быть гладкими, чисто отшлифованными, без люфтов, потому что это влияет на качество расточки деталей. Шпиндель имеет резьбу, а в некоторых станках еще и специальную канавку для того, чтобы патрон самопроизвольно не открутился.

Механизм поперечной и продольной подачи
Суппорт может двигаться вдоль и поперек, благодаря механизму подачи. Направление задает трензель, находящийся в корпусе передней бабки. Снаружи станка есть рукоятки, которыми можно изменять направление и амплитуду движения суппорта.
Важно!
Если станок с автоматической подачей, то в нем есть ходовые винт и валик. Они используются для выполнения работ высокой сложности.. https://www.youtube.com/embed/SNAKlrlLhR8
https://youtube.com/watch?v=SNAKlrlLhR8
Суппорт
Суппорт – это характерный элемент любого токарного станка, с помощью которого осуществляется перемещение режущего инструмента в продольном, поперечном и наклонном направлении. Продольное движение по салазкам станины производит каретка, поперечное совершает верхняя часть суппорта. Резцедержатели (одно или многоместные) устанавливаются в верхнюю часть суппорта.
Фартук
За корпусом фартука находятся механизмы, связывающие суппорт с зубчатой рейкой и ходовым винтом. Управление фартуком вынесено на корпус станка, что упрощает регулировку хода суппорта.

Задняя бабка
В заднюю бабку закрепляется деталь на шпинделе, поэтому этот элемент подвижный. Деталь состоит из двух частей: нижней – плиты и верхней – держателя шпинделя. Задняя бабка движется по станине и может быть зафиксирована в любом месте благодаря рычажной рукоятке. Конус задней бабки называется пиноль. В нем крепится инструмент или приспособление. Также задняя бабка служит второй опорой при обработке длинных деталей.

Каретка
Каретка предназначена для продольного движения суппорта по салазкам станины. От ее исправности зависит свободное движение этого элемента.
Вал
Вал вращения шпинделя имеет две ручки включения. При среднем положении ручек он выключен. Положение вверх – вал вращается против часовой стрелки (рабочее движение), положение вниз – вал вращается по часовой стрелке (обратное движение).